The Caribbean, and sites with no certified welders
Where there is no qualified welding crew available and no local weld inspection, bolted structure removes the dependency. The skilled work stays in the Panama plant.
IBC / ASCE 7

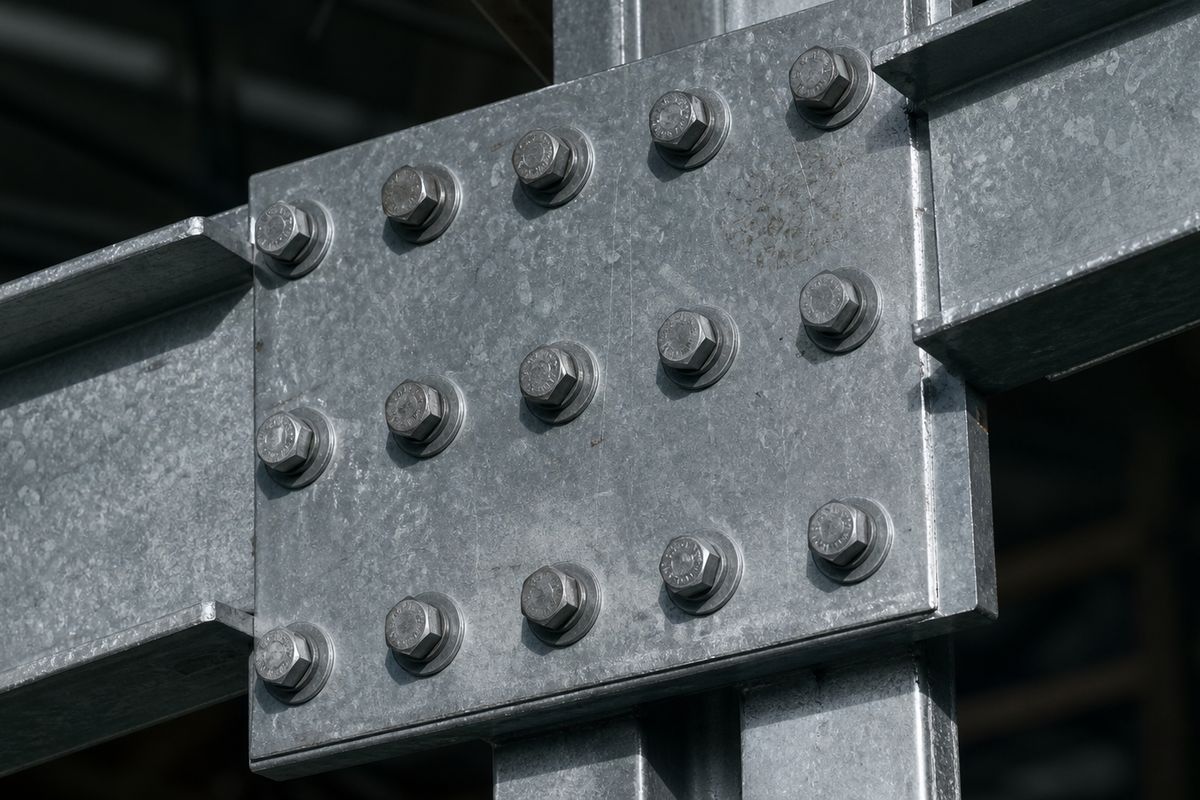
Every hole and every connection is executed by CNC in the plant. All the job site needs is bolts, torque wrenches and an erection crew.
NewCon Steel bolted structural steel is manufactured in cold-formed steel with a zinc-aluminium-magnesium (Zn-Al-Mg) coating at 275 g/m², with holes and connections executed by CNC in the plant, so the frame is erected on site with bolts only: no field welding, no site galvanizing and no coating touch-up.
This is not an aesthetic preference. Field welding introduces three risks that bolting removes at the root.
First, the coating. Welding coated steel destroys the metallic coating in the heat-affected zone. The repair is done in the field, with zinc-rich paint, and it does not reproduce the factory coating: the building ends up with its most vulnerable point sitting exactly where the structural connection is.
Second, the labor. Structural welding requires certified welders and weld inspection. On a Caribbean island or a remote site, finding and certifying that crew is a schedule risk nobody prices until it shows up.
Third, the variability. A bolted connection with a CNC-punched hole repeats identically a thousand times. A field weld depends on the day, the weather and the person holding the gun.
NewCon Steel executes the holes and the connections by CNC in the plant, on steel that is already coated. On site, the structure bolts together.
Members are cold-formed from coil carrying a Zn-Al-Mg coating at 275 g/m² (both sides) and are cut, punched, drilled, marked and labeled by CNC to a ±0.5 mm dimensional tolerance, straight from the structural model.
The coating comes applied to the originating coil, not from a dip bath after the part is finished. That means no site galvanizing, no batch galvanizing after fabrication, and no piece waiting in line at a galvanizer.
All of it happens at the Centro Industrial PEB plant, Las Mañanitas, Panama City, on the same line that produces the LGS/CFS profiles.
The structure arrives numbered and sequenced. Erection is a positioning-and-torque operation: no cutting, no welding, no grinding, no coating touch-up.
That changes the profile of the crew you need on site and removes the dependency on certified welders in destinations where they are scarce or expensive.
Bolted structure combines with LGS kits in hybrid systems: bolted portal frames as the skeleton and pre-assembled structural panels for walls, floors and roof, all on a single purchase order.

Hot-rolled structural steel — W-shapes, heavy columns and the heavy portal frames of an industrial building, governed by AISC 360, not by the cold-formed specifications — belongs to the scope of the group's parent, Pre-Engineered Buildings Corp. Say so in your RFQ and we route you to the right unit instead of forcing the solution.
Where there is no qualified welding crew available and no local weld inspection, bolted structure removes the dependency. The skilled work stays in the Panama plant.
Because nothing is welded, the Zn-Al-Mg coating at 275 g/m² applied to the coil reaches the connection intact. A field weld destroys the coating precisely where the structure is most exposed.
Bolted erection is repetitive and measurable: lift, align, torque. There is no field weld inspection interleaved between members and no coating rework waiting at the end.
Drawings or model, spans, heights, building use and site (wind and seismic). The site drives the loads under ASCE/SEI 7-22 and the destination code.
Day 0Members and bolted connections are designed to AISI S100-16 (R2020) w/S3-22 and AISI S240-20, and the holes are generated from the model.
CNCScope, quantities, coating, fabrication time and shipping terms, within 48 hours.
48 hRoll-forming, cutting, punching, marking and labeling by CNC to a ±0.5 mm tolerance; bundled and shipped from Panama with mill certificate and Panamanian certificate of origin.
±0.5 mmNewCon Steel bolted structural steel is not welded on site because every hole and every connection is executed by CNC in the plant, on steel that is already coated. Welding in the field would destroy the metallic coating in the heat-affected zone and force a paint repair that does not reproduce the factory coating. Bolt it instead, and the Zn-Al-Mg coating at 275 g/m² reaches the connection intact — the connection being the most exposed point in the structure.
No. NewCon Steel bolted structure is erected by an erection crew: lift, align, torque. It does not require qualified welders, welding equipment or field weld inspection. That is decisive on Caribbean islands and remote sites, where finding and certifying a welding crew is a schedule and cost risk that is rarely in the original budget.
No. The coating on NewCon Steel steel is applied to the originating coil — zinc-aluminium-magnesium alloy, 275 g/m² total, both sides, designation ZM275 (EN 10346) / ZMM275 (ASTM A1046 Type 1) — not in a dip bath after the part is finished. There is no batch galvanizing after fabrication and no site galvanizing: the piece comes off the line already coated, and at cut edges and punch-outs the magnesium and aluminium in the alloy form a protective film over the exposed steel.
NewCon Steel bolted structure is cold-formed and designed to AISI S100-16 (R2020) with Supplement 3 (S3-22) and AISI S240-20, with seismic design to AISI S400-20 and loads to ASCE/SEI 7-22, verified against the code of the destination country. Hot-rolled structural steel — W-shapes and heavy portal frames, governed by AISC 360, not by the cold-formed specifications — is the scope of Pre-Engineered Buildings Corp, the group's parent: say so in your RFQ and we route you to the right unit.
Yes. NewCon Steel bolted structure combines with LGS structural kits in hybrid systems: the bolted portal frames form the skeleton and the LGS framing resolves walls, floors and roof. It is all manufactured in the same plant, with the same Zn-Al-Mg coating at 275 g/m² and the same ±0.5 mm tolerance, and it ships on a single purchase order.
Send geometry, spans, building use and site. We design the connections, execute the holes by CNC and hand you a formal quote within 48 hours.